
Recently, Hangzhou Grand Technology Co., Ltd. summarized the manufacturing of precision electrical slip rings. Combined with years of production experience and public information, the following two conclusions are summarized.

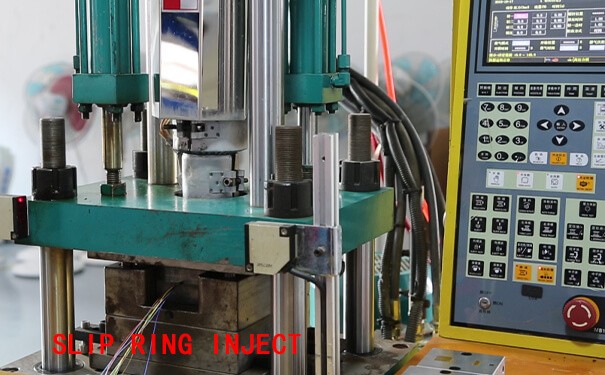
The problems existing in the traditional manufacturing methods of electrical slip rings have made it difficult to meet the needs of the current industrial development for electrical slip rings. The vacuum epoxy resin method is easy to reduce the insulation resistance and brings inconvenience to the assembly. The process also needs glue pouring. The cost is high and the quality of glue pouring has a great impact on the strength and insulation of the whole electrical slip ring, which may lead to the fluctuation range of dynamic contact resistance unable to meet the requirements. Due to the uneven thickness change of the diaphragm after heating and pressurization, it is easy to cause the electrical rings to tilt. At the same time, it is difficult to ensure the spacing between the electrical rings in the stacking process, which leads to the sliding ring spacing can not meet the accuracy requirements. There is a new manufacturing method based on precision turning. The stability of the insulation ring is directly ensured by precision turning, and the transmission of the electrical signal is ensured by directly drilling micro-grooves in the micro holes and surrounding threading. When the electrical ring is formed after electroplating, the final forming of the electrical slip ring is completed by secondary processing technology, which not only ensures the accuracy of the electrical slip ring, but also ensures the stability of transmission, and can meet the requirements of precision machining The requirements of contact resistance fluctuation range and slip ring spacing of electrical slip ring.
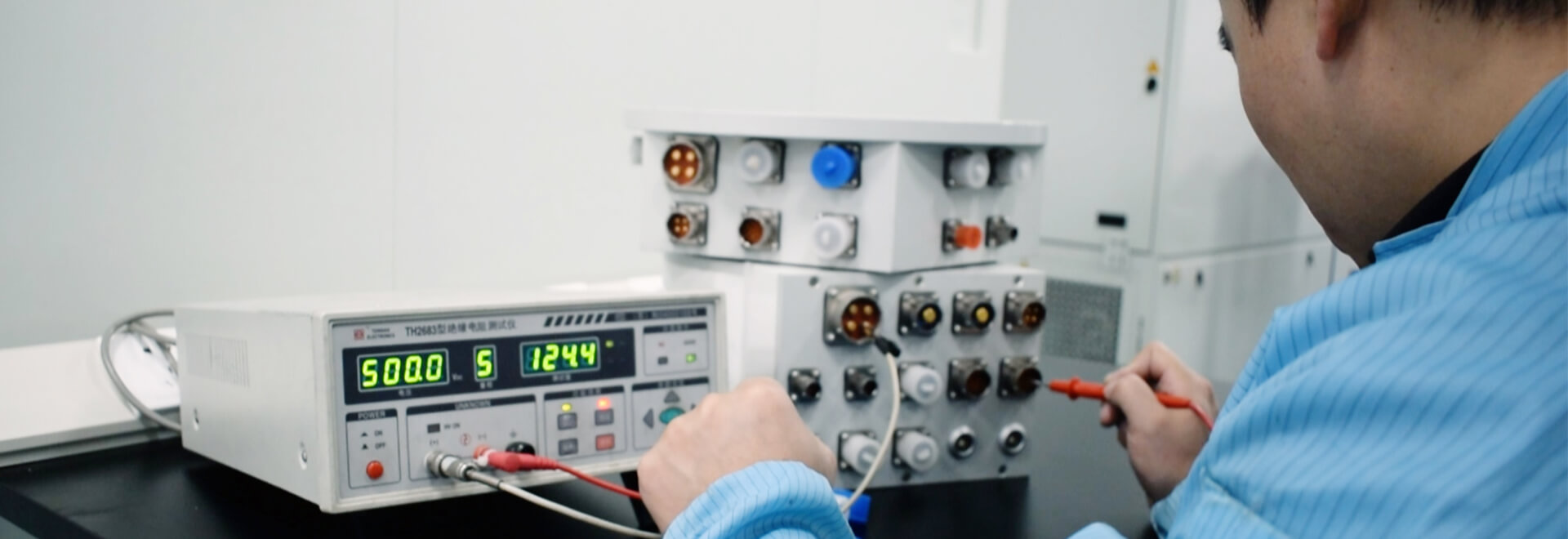
The main performance parameters of a precision electrical slip ring are affected by the load and speed. Through the comparative test, it is concluded that: when the load is fixed, the wear rate of electrical ring coating decreases with the increase of speed; when the speed is 300 rpm, the wear rate decreases rapidly, and then reaches a stable state; when the speed is fixed, the wear rate of electrical ring coating increases with the increase of load. When the load is fixed, the friction coefficient of the electrical ring coating decreases with the increase of the rotating speed; when the rotating speed is fixed, the friction coefficient of the electrical ring coating decreases with the increase of the load; when the load reaches 0.3n, the friction coefficient tends to be stable. When the speed is fixed, the contact resistance of the electrical slip ring decreases with the increase of the load; when the load is fixed, the contact resistance is almost not affected by the speed. By observing the surface of the coating, it can be seen that the life of the electrical slip ring is higher at low load.
See What We Can Do